The screw barrel of the injection molding machine often […]
The screw barrel of the injection molding machine often sticks to the material, which not only affects the progress but also affects the quality of the product, and it is also troublesome in the process of troubleshooting. Different plastics are due to their melting speed, heat absorbed during melting, melt viscosity, and water absorption The difference in characteristics such as rate, thermal stability, etc., is very different for the shape requirements bimetallic screw barrel of the plasticizing screw of the injection molding machine.
Even if the same kind of plastic has different products, the added flame retardants, lubricants, glass fibers, inorganic minerals and other modifiers and fillers added to the plastic are different, or the requirements for color mixing and melting and homogenization are different. Different particle shapes have different requirements on the screw.
Reasons for frequent sticking on the screw barrel of the injection molding machine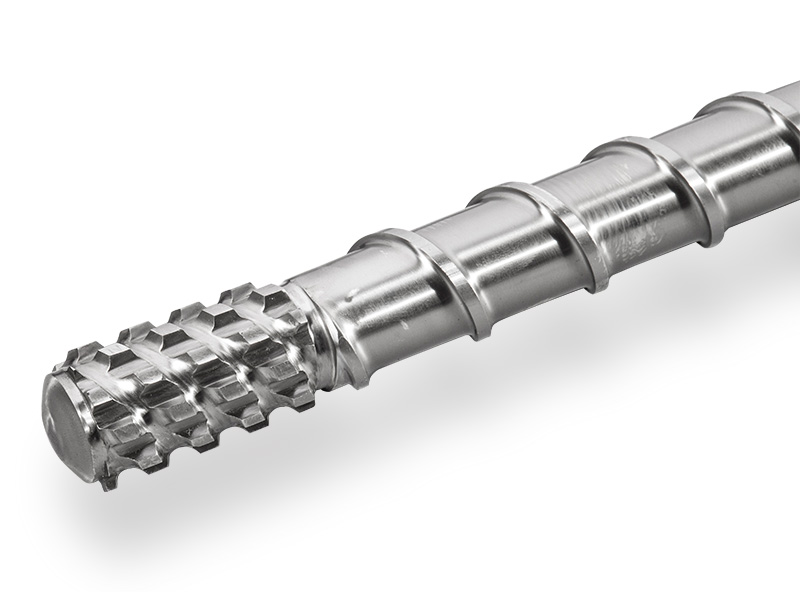
The reason for the broken non-return ring: Generally, the plastic material such as PA+ fiber wears more severely during the manufacturing process, which is related to the material. During production, if the glue is shot to the end to increase the amount of melted glue, or so, the non-return ring is generally broken. Normal rupture will be accompanied by serious glue return, and glue melting and injection are abnormal. The anti-reverse ring is too thin, and the raw material is not exhausted.
If the material sticking is caused by the slippage of the screw barrel of the injection molding machine, it may also be that the check valve (check valve) is not working properly. When the rod rotates, it is ready to be injected, and the retaining ring should be at the front end (open position), connected with the convex buckle of the retaining ring frame.
If the retaining ring is at the end (ie closed position).
The plastic pellets are too large, causing bridging, and the plastic can be crushed again.
1. The discharge port of the screw feed tube is blocked, check whether there is any melted plastic block sticking here.
2. The temperature control is not accurate, and the temperature at the rear end of the barrel is too high.
3. The rod and barrel are worn out, causing the plastic to leak and not be transported to the front end of the barrel.
4. The rod appears to be encapsulated (that is, the material encases the screw) and rotates together.
Or located in the middle of the tail and the retaining ring frame, then the polymer melt will be difficult to pass through this gap. If there is a problem with the retaining ring, it should be replaced in time. Or the use time has reached the end of the service life, it should be replaced in time to avoid damage to other parts.










