What is the cause of screw wear and the method to reduc […]
What is the cause of screw wear and the method to reduce wear
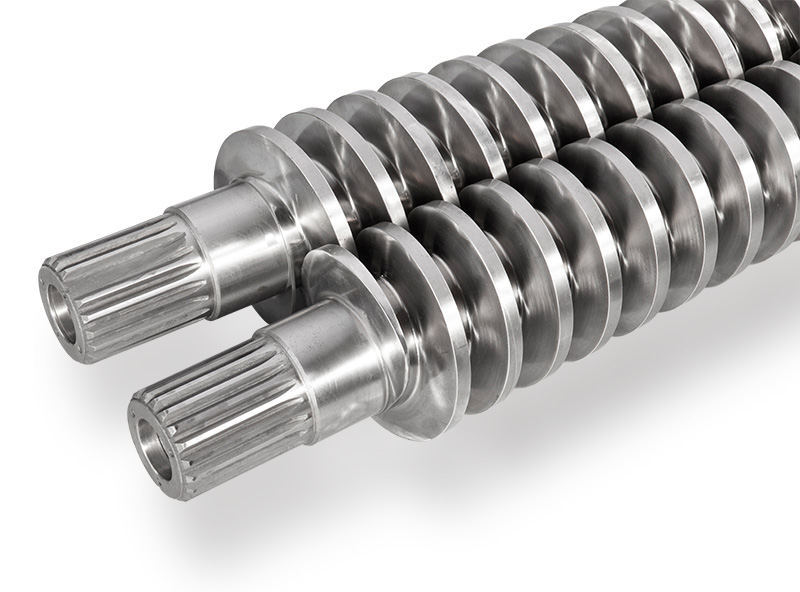
The screw of the injection molding machine works under high temperature, high pressure, high mechanical torque and high friction environment for a long time. The first few factors are required by the process imm screw barrel conditions, and the loss caused by friction is inevitable.
Generally, screws have undergone surface nitriding treatment to increase surface hardness, that is, to improve wear resistance. However, if the cause of wear is ignored and the wear is not minimized, the working life of the screw will be greatly reduced.
The following will focus on the causes of screw wear and methods to reduce wear:
Every kind of plastic has an ideal processing temperature range for plasticization, and the processing temperature of the barrel should be controlled to make it close to this temperature range. Granular plastics enter the barrel from the hopper and first reach the feeding section. Dry friction will inevitably occur in the feeding section. When these plastics are not heated enough and melted unevenly, it is easy to cause increased wear on the inner wall of the barrel and the surface of the screw.
Similarly, in the compression section and the homogenization section, if the molten state of the plastic is disordered and uneven, it will also cause increased wear.
The speed should be adjusted properly. Because some plastics are added with strengthening agents, such as glass fibers, minerals or other fillers. The friction of these substances on metal materials is often much greater than that of molten plastics. When injection molding these plastics, if they are made with a high rotation speed, it will increase the shearing force to the plastic, and at the same time, the reinforcement will produce more shredded fibers. The shredded fibers contain sharp ends, causing wear Power is greatly increased.
When inorganic minerals slide at high speed on the metal surface, their scraping effect is not small. Therefore, the speed should not be adjusted too high.
To remove debris in the plastic. Generally speaking, there is no debris in the fresh plastic purchased originally, but after transportation, weighing, drying, color mixing, and especially adding recycled materials, it may be mixed with debris.
It is as small as metal scraps, as large as heating coil nuts, paper clips, and even a bunch of warehouse keys. It has been mixed into the barrel. The damage to the screw is self-evident (the barrel will also be damaged at the same time. ), so it is necessary to install a magnet holder, and strictly manage and monitor the feeding.
The water content in the plastic has a certain effect on the wear of the screw surface. If the plastic is not completely drained of water before injection, when the remaining water enters the screw compression section, it will form "steam particles" with high temperature and pressure that are previously melted and mixed in the molten plastic. As the screw advances during the injection process, the From the chemical section to the screw head, these "steam particles" relieve pressure and expand during the injection process, like tiny hard particles of impurity, which have frictional damage to the wall.
In addition, for certain types of plastics, under high temperature and pressure, moisture may become a catalyst that promotes the cracking of the plastic, producing harmful impurities that can attack the metal surface. Therefore, the drying work before plastic injection molding not only directly affects the quality of the parts, but also affects the working life of the screw.










